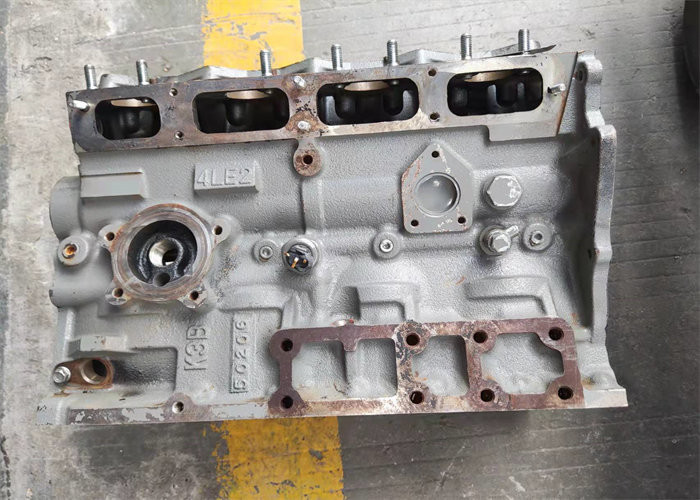
4LE2 ডিজেল ব্যবহৃত ইঞ্জিন ব্লক এক্সক্যাভেটর SK75 - 8 ওয়াটার কুলিং 8980894851
স্পেসিফিকেশন
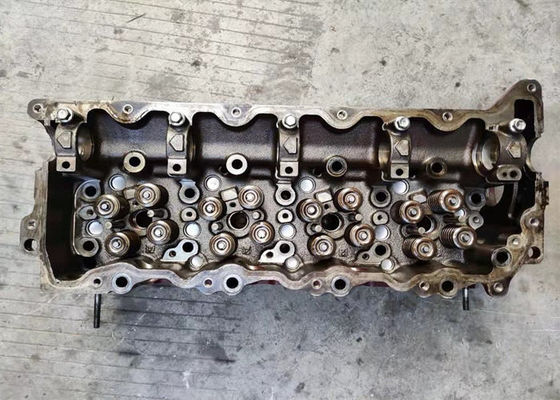
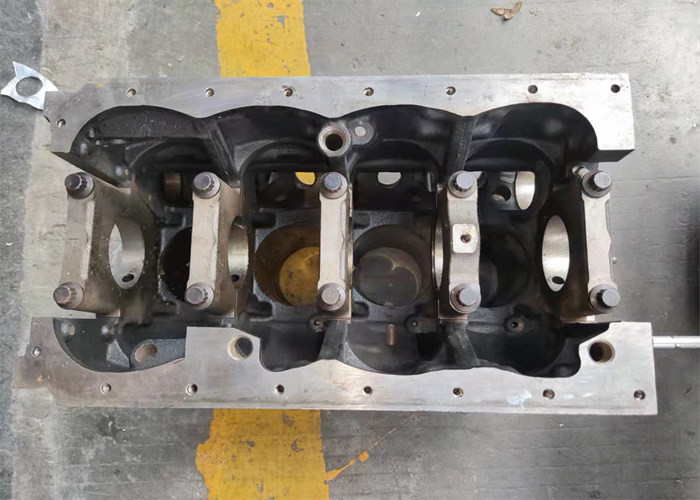
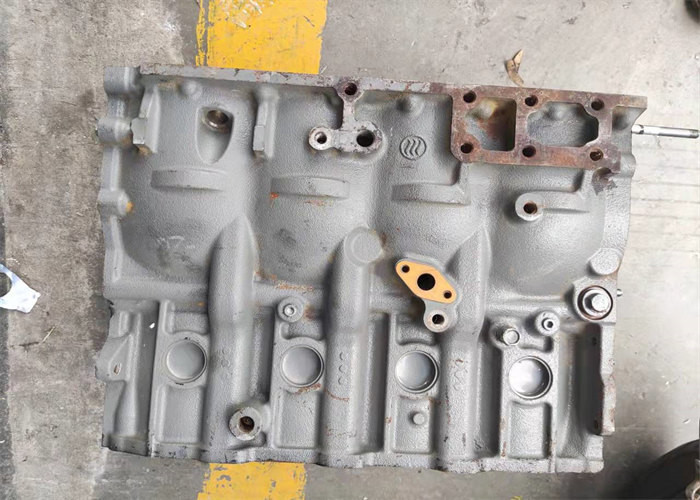
| গাড়ির নাম: ইঞ্জিন সিলিন্ডার ব্লক |
| মডেল নম্বর: 4LE2 |
| ইঞ্জিনের ধরন: ডিজেল |
| আবেদন: খননকারী |
| ভালভ: 8 ভালভ |
| সিলিন্ডার সংখ্যা: 4 |
| ইনজেকশন: সরাসরি |
| কাজের ফর্ম: Turbo |
বর্ণনা
বালি ঢালাই প্রক্রিয়া
বালি ঢালাই প্রক্রিয়ায়, ছাঁচ এবং কোর শুধুমাত্র একবার ব্যবহার করা যেতে পারে।ধাতুটি অভিকর্ষ বা নিম্নচাপের মাধ্যমে গহ্বরে প্রবেশ করে।বৃহত্তর উত্পাদন সিরিজের জন্য, ছাঁচ এবং কোরগুলি ছাঁচনির্মাণ এবং কোর-ফর্মিং মেশিন ব্যবহার করে তৈরি করা হয়।ছাঁচনির্মাণ উপাদান কম্প্যাক্ট করা হয় কম্পন এবং/অথবা চাপ দিয়ে বা শুটিং বা চাপ-তরঙ্গ প্ররোচনা দ্বারা।কোরগুলি সাধারণত প্রস্ফুটিত বা গুলি করা হয়।
উন্নত বালি ঢালাই প্রক্রিয়া (যেমন কোর প্যাকেজ সিস্টেম বা CPS) দিয়ে জটিলতার সর্বোচ্চ মাত্রা অর্জন করা যেতে পারে।এই মাধ্যমে, জল পাম্প হাউজিং, তেল ফিল্টার flanges এবং তেল গ্যালারী একত্রিত করা যেতে পারে.শীতল ঠান্ডা ব্যবহার করে দিকনির্দেশক দৃঢ়করণ এবং যান্ত্রিক বৈশিষ্ট্যগুলিকে উন্নত করা যেতে পারে।সিপিএস প্রক্রিয়ায়, প্রথম প্রধান বিভাগটি তথাকথিত বালি-কোর উৎপাদনের সাথে সম্পর্কিত।একটি জৈব বাইন্ডার ব্যবহার করে বালি একসাথে রাখা হয়।
এই বাইন্ডারগুলি পৃথক বালির দানার মধ্যে আঠার মতো কাজ করে।সাধারণভাবে ছাঁচ তৈরির সরঞ্জামগুলি হয় উত্তপ্ত ('হট বক্স' পদ্ধতি বলা হয়) অথবা ঠান্ডা ("ঠান্ডা বাক্স" পদ্ধতি)।অনেক কম শক্তি খরচের কারণে বেশিরভাগ নির্মাতারা বর্তমানে কোল্ড বক্স পদ্ধতি ব্যবহার করেন।
যখন আকৃতিতে চাপ দেওয়া হয়, তখন বালির ছাঁচ নিজেই চূড়ান্ত ইঞ্জিন ব্লকের সমস্ত অংশ এবং খোলার মিরর করে।একবার ছাঁচটি চিকিত্সা করা এবং ঠান্ডা হয়ে গেলে, এটি দ্বিতীয় বিভাগে চলে যায় যেখানে তরল অ্যালুমিনিয়াম ছাঁচে প্রবাহিত হয়।তৃতীয় বিভাগে প্রবেশ করার আগে ব্লকটিকে ঠান্ডা করা হয় যেখানে ছাঁচ এবং ঢালাই উপাদান তাপ চিকিত্সা করা হয়।এটি ঢালাইকে টেম্পার করার জন্য এবং সেইসাথে বালির কোরকে একসাথে রাখা জৈব বাইন্ডারকে পুড়িয়ে ফেলার জন্য গুরুত্বপূর্ণ।একবার বাইন্ডারটি পুড়িয়ে ফেলা হলে, বালির দানাগুলি ঢালাই ছেড়ে দেয় এবং একটি পরিবাহক বেল্টের উপর পড়ে।প্রায় 98% বালি পরবর্তী ছাঁচ তৈরির জন্য আবার ব্যবহার করা যেতে পারে।
ক্লোজড-ডেক এবং ডিপ-স্কার্ট ব্লক হিসাবে ডিজাইন করা, এটি CPS® (কোর প্যাকেজ সিস্টেম) ব্যবহার করে প্রথম উচ্চ আয়তনের ইঞ্জিন ব্লক উত্পাদন, যেখানে পুরো ছাঁচটি কোল্ড-বক্স কোর নিয়ে গঠিত।কাস্টিংটি যোগাযোগ ঢালা প্রক্রিয়া ব্যবহার করে উল্টো-ডাউনে ভরা হয় এবং পরে, রোল-ওভারের পরে, কোনও অতিরিক্ত শীতল প্রয়োগ না করে জয়েন্ট ফেস দিয়ে খাওয়ানো হয়।ধূসর লোহার লাইনারগুলিকে ছাঁচে একত্রিত করা হয়, তারপরে প্রি-হিটেড এবং কাস্ট-ইন করা হয়, পজিশনিং রেঞ্জ ± 0.3 মিমি।ডি-কোরিং এবং T5 তাপ চিকিত্সা একযোগে সঞ্চালিত হয়।
![]()
![]()